
Producten





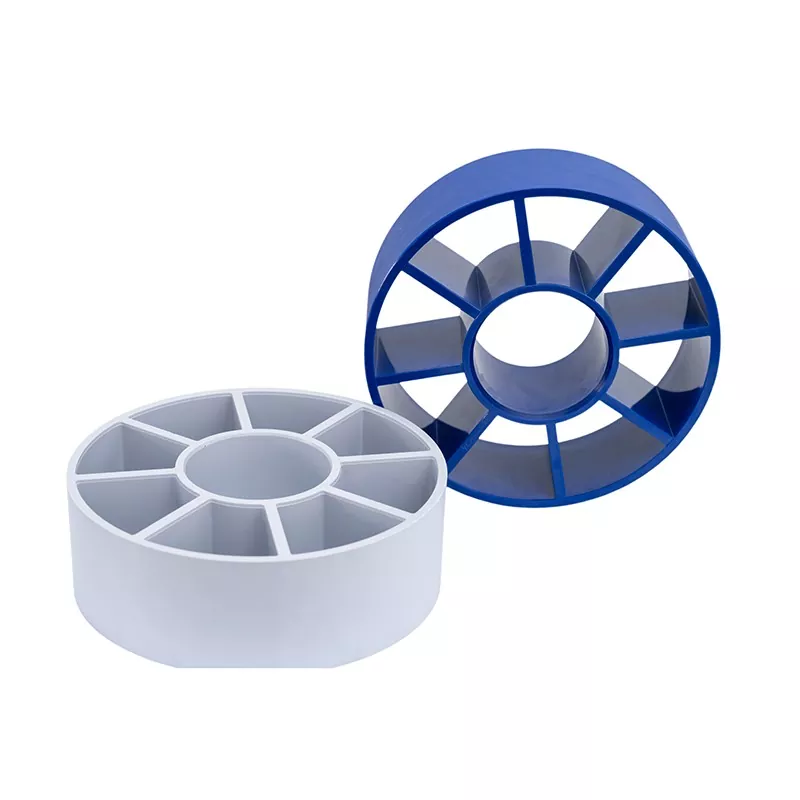

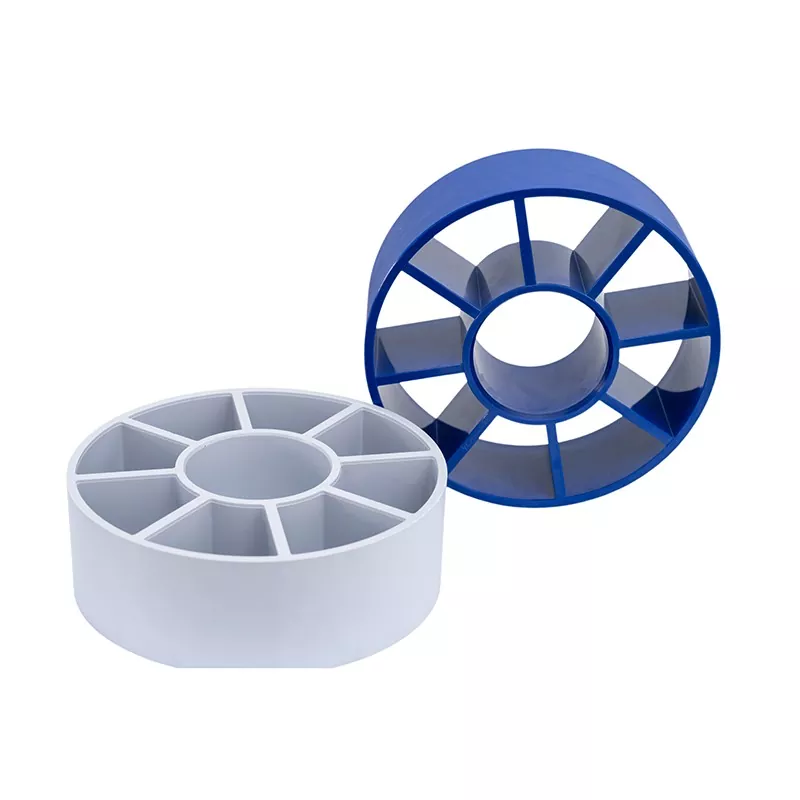
ID 3 inch OD 8 inch Dubbellaagse ABS-spoel
Hongkai Plastic heeft vele jaren gewijd aan de R&D en productie van ID 3 inch OD 8 inch dubbellaagse ABS-spoel. Door glasvezelversterkte ABS-gemodificeerde materialen als kern te gebruiken, maakt het bedrijf gebruik van formuleringen met lage krimp (≤0,3%) en hoge hittebestendigheid (stabiel bij 120°C) om toonaangevende precisie te bereiken: rondheid ≤0,05 mm en rechtheid ≤0,1 mm. Dit lost op effectieve wijze golfachtige kronkel- en doorzakproblemen in afscheiders op, waardoor de batterijopbrengst van de klant met meer dan 5% wordt verhoogd. We beschikken over een ISO 9001-certificering voor het kwaliteitsmanagementsysteem en over milieutestrapporten van SGS. Onze producten voldoen aan de validatie van extreme omgevingen van -40°C tot 120°C met een levensduur van meer dan 5 jaar, waardoor de totale kosten van de klant aanzienlijk worden verlaagd.
Stuur onderzoek
Productomschrijving
China ID 3 inch OD 8 inch Dubbellaagse ABS-spoel van de Hongkai Plastic-fabriek, het productieproces voor ABS-spoelkernen verschilt van dat van ABS-buizen. Dit wordt niet volledig bereikt door middel van direct gieten of een enkel spuitgietproces, maar combineert eerder extrusiegieten met vormvormtechnologie: ten eerste omvat de verwerking van grondstoffen het drogen van ABS-hars in een oven bij 70-80°C gedurende 4 uur, waarbij het vochtgehalte strikt wordt gecontroleerd tot ≤0,1% om luchtbellen of materiaaldegradatie tijdens de verwerking te voorkomen; Vervolgens vinden plastificering en extrusie plaats via een extruder met enkele schroef, waarbij het ABS tot een gesmolten toestand wordt verwarmd. De temperaturen worden als volgt geregeld: 150-165°C in de voedingssectie, 165-180°C in de weekmakersectie en 170-180°C in de homogeniseringssectie. Tegelijkertijd wordt de verhouding van de lengte tot de diameter van de schroef gehandhaafd op 12-18:1, en een compressieverhouding van 3-4:1 om uniforme weekmaking te bereiken en een continue pijpplano te vormen. Het plano wordt vervolgens gevormd met behulp van een speciaal ontworpen mal die op 175-190°C wordt gehouden. De uiteindelijke vorm wordt rechtstreeks verleend via een interne driehoekige-externe achthoekige groefstructuur. Nadat het stuk pijp door de vormmal is gegaan, komt het in een 25 cm lange watertank voor koeling en uitharding. waarbij de watertemperatuur wordt geregeld op 20-30°C om de structuur te verstevigen en vervorming te minimaliseren. De gekoelde buizen worden vervolgens door een tractiemachine naar een snijmachine getrokken, waar ze automatisch worden bijgesneden tot vooraf ingestelde afmetingen voor de uiteindelijke productie. Dit proces biedt aanzienlijke voordelen: bij structurele precisie creëert matrijsvorming in één stap complexe interne driehoekige en externe achthoekige structuren, waardoor daaropvolgende verwerkingsfouten worden geëlimineerd. De maattoleranties worden strikt gecontroleerd binnen ±0,1 mm, waardoor het bijzonder geschikt is voor zeer nauwkeurige toepassingen zoals scheidingsspoelen voor lithiumbatterijen, waardoor vlakheid en stabiliteit van de wikkeling wordt gegarandeerd. In termen van productie-efficiëntie en kosten maakt extrusie een continue productie mogelijk met één enkele lijn die een dagelijkse productie van 500-1000 meter bereikt, waardoor deze zeer geschikt is voor grootschalige bestellingen. Na het afschrijven van de matrijskosten worden de eenheidskosten met 40-60% verlaagd in vergelijking met metaalverwerking, wat een uitstekende kosteneffectiviteit oplevert. Wat betreft materiaalaanpasbaarheid biedt ABS-hars uitstekende chemische bestendigheid, oppervlakteglans en verwerkingsvloeibaarheid, waardoor het een ideaal materiaal is voor kernbuizen. De sterkte kan verder worden verbeterd door aanpassingen zoals glasvezelversterking om aan diverse dragende eisen te voldoen.
De fundamentele structurele parameters van de ID 3 inch OD 8 inch dubbellaagse ABS-spoel zijn zorgvuldig ontworpen om te voldoen aan hoogwaardige industriële eisen: de binnenbuisdiameter van 7,5 cm dient als kernafmeting voor de binnenste steunstructuur van de kerncilinder, wat een directe invloed heeft op het interne ruimtegebruik. Bij het wikkelen van scheiders van lithiumbatterijen moet deze binnendiameter bijvoorbeeld precies overeenkomen met het wikkelspanningscontrolesysteem van de scheider om de vlakheid van de wikkeling te garanderen. De binnendiameter van 8 inch van de buitenbuis bepaalt het totale draagvermogen van de kern. Gecombineerd met een wanddikte van 6 mm optimaliseert dit ontwerp het materiaalgebruik en waarborgt tegelijkertijd de structurele integriteit. Dit product vertoont een uitzonderlijke thermische weerstand en ondersteunt extreme omgevingstests van -40°C tot 120°C, waardoor het bijzonder geschikt is voor uithardingsprocessen bij hoge temperaturen bij de productie van lithiumbatterijen. Het gebruik van een krimparme formulering verbetert de maatvastheid aanzienlijk, verlengt de levensduur tot meer dan vijf jaar en verlaagt effectief de vervangingskosten van de klantapparatuur. Wat de milieuprestaties betreft, heeft de ABS-kernas de gezaghebbende tests van SGS doorstaan en voldoet hij volledig aan de strenge recycleerbaarheidseisen voor materialen in de nieuwe energie-industrie. De oppervlakteafwerking voldoet aan toonaangevende normen in de sector, waarbij de oppervlakteruwheid Ra van de kern wordt gecontroleerd op ≤0,8 μm. Voor premiumtoepassingen die ≤0,5 μm vereisen, vermindert deze precisiebewerking aanzienlijk de wrijvingsweerstand tijdens het wikkelen van de separator, minimaliseert de opwekking van statische elektriciteit en voorkomt vervuiling van de separator of oppervlaktekrassen. Bijgevolg verbetert de batterijopbrengst met ruim 5%. Deze oppervlaktekwaliteit wordt bereikt door middel van vacuümgekalibreerde extrusieapparatuur en 12 strenge kwaliteitscontroleprocessen, ondersteund door volledige digitale traceerbaarheid van het proces. Met name de bewerkingsprecisie van de kernbuis heeft een directe invloed op de prestaties van de batterij: de maatnauwkeurigheid zorgt ervoor dat de interne weerstand van de batterij consistent is binnen een variatiebereik van 15% -20%. Bovendien verbetert het, na 1.000 laad-ontlaadcycli, het behoud van de batterijcapaciteit met 5% -8%, wat cruciale zekerheid biedt voor de betrouwbaarheid van powerbatterijen op de lange termijn.


Hottags: ID 3 inch OD 8 inch Dubbellaags ABS-spoelfabriek
Gerelateerde categorie
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.



