
Producten








4-inch 9 mm dikke ABS-wikkelbuis voor film
Jiangsu Hongkai Plastic Technology Co., Ltd., als internationaal gerenommeerde fabrikant van ABS-kernbuizen, beschikt over het vermogen en de expertise om op professionele wijze 4-inch en 9 mm dikke ABS-wikkelbuizen voor film te produceren.
Stuur onderzoek
Productomschrijving
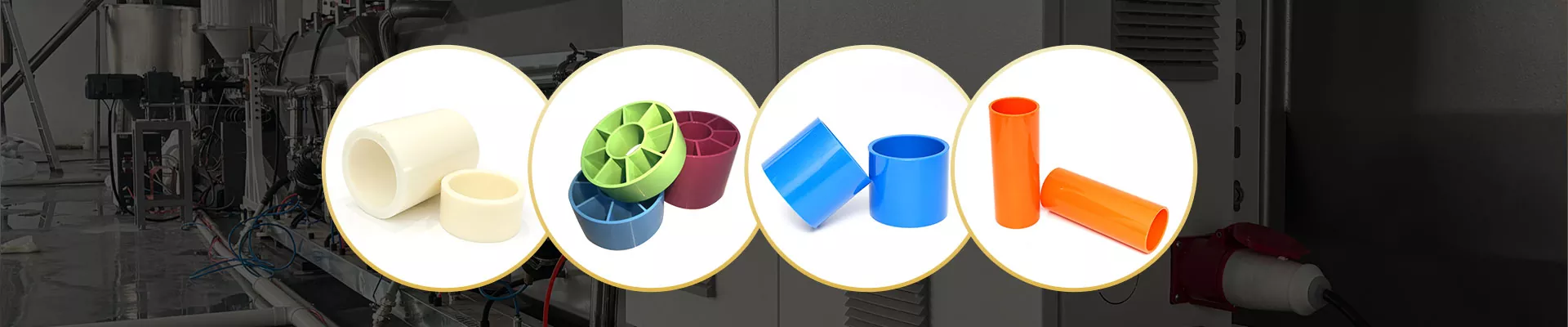
Jiangsu Hongkai Plastic Co., Ltd. is een gespecialiseerde onderneming die diep geworteld is in de productiesector van kunststofkernen. Ons huidige product is een 4-inch 9 mm dikke ABS-wikkelbuis voor film voor film. Door gebruik te maken van jarenlange technische expertise en ervaring in de sector hebben we een gediversifieerd productportfolio ontwikkeld. Wat materiaaltoepassingen betreft, is ons vlaggenschipproduct hoogwaardig ABS-materiaal, bekend om zijn uitzonderlijke slagvastheid, hittebestendigheid en verwerkbaarheid. Het wordt veelvuldig gebruikt in de elektronica, elektrische apparaten, de auto-industrie en daarbuiten. Tegelijkertijd hebben we, om aan de diverse toepassingsvereisten te voldoen, onze productielijnen uitgebreid met PVC (polyvinylchloride) en PP (polypropyleen) materialen. PVC blinkt uit in chemische stabiliteit en vlamvertraging, waardoor het geschikt is voor gespecialiseerde omgevingen zoals chemische pijpleidingen. PP, met zijn lichtgewicht en corrosiebestendige eigenschappen, demonstreert uitstekende prestaties in toepassingen voor voedselverpakkingen en medische apparatuur.
Voor productspecificaties hebben we een systeem opgezet dat standaardisatie combineert met maatwerk. Onze standaardinventarisproducten bestrijken vier gangbare buisdiameters: 2 inch, 3 inch, 4 inch en 6 inch. Ze zijn allemaal met precisie spuitgegoten om een gladheid van de binnenwand van ≤0,2 μm te garanderen, met toleranties binnen ± 0,3 mm. Voor gespecialiseerde projectvereisten bieden wij lengteaanpassingsdiensten: ons intelligente snijsysteem maakt traploos snijden mogelijk van 10 mm tot 6000 mm, aangevuld met lasermarkeertechnologie om tegelijkertijd klantlogo's of specificatiemarkeringen te graveren. Alle producten zijn gecertificeerd onder het ISO 9001 kwaliteitsmanagementsysteem en worden geleverd met uitgebreide materiaalinspectierapporten en testgegevens over mechanische eigenschappen.
Deze combinatiestrategie “materiaalmatrix + specificatiemodule” maakt een snelle uitvoering van uiteenlopende orders mogelijk, van laboratoriummonsters tot grootschalige industriële productie. Onze producten worden momenteel naar 12 landen en regio's geëxporteerd en bekleden leidende posities in nichemarkten, waaronder nieuwe energie-lithiumbatterijen en industriële vloeistoftransmissie. We kijken ernaar uit om superieure kunststofkernoplossingen te leveren aan wereldwijde klanten door middel van voortdurende technologische innovatie.
Productieproces
In het productieproces van 4-inch 9 mm dikke ABS-wikkelbuis voor film is de voorbereiding van grondstoffen de belangrijkste stap. Hoogwaardige ABS-kunststofpellets moeten zorgvuldig worden geselecteerd om ervoor te zorgen dat hun zuiverheid en prestaties aan de specificaties voldoen. Wij gebruiken pellets van de hoogste kwaliteit. Aangezien ABS-hars nitrilgroepen bevat en een vochtabsorptiesnelheid van ongeveer 0,3% vertoont, is een droogbehandeling vóór het extrusiegieten verplicht. Door normaal gesproken gebruik te maken van geforceerde luchtdroging bij 70°C tot 80°C gedurende 2 tot 4 uur, wordt het vochtgehalte strikt onder de 0,1% gehouden om nadelige effecten op de verwerkingskwaliteit te voorkomen. Vervolgens komt het materiaal in de extrusievormfase. Gedroogde ABS-pellets worden eerst aan de extruderhopper toegevoegd, waar ze worden gesmolten en gelijkmatig gemengd door rotatie van de schroef en verwarming. De schroefstructuur maakt doorgaans gebruik van een constante spoed met een geleidelijk variërende draaddiepte, met een lengte-diameterverhouding tussen 25 en 35 om tegemoet te komen aan de extrusie-eigenschappen van ABS-kunststof. Temperatuurbeheersing is vooral van cruciaal belang tijdens de extrusie. De vattemperaturen zijn verdeeld in toevoer-, weekmaker- en homogeniseringszones, die respectievelijk op 160°C tot 170°C, 170°C tot 180°C en 170°C tot 175°C worden gehouden. De matrijskop- en matrijstemperaturen zijn iets hoger bij 175°C tot 185°C en 180°C tot 190°C om volledige plastificering en soepele extrusie te garanderen. Het gesmolten ABS-kunststof wordt door een nauwkeurig ontworpen matrijs geëxtrudeerd om een doorlopende pijpplano te vormen. Onmiddellijk daarna ondergaat de geëxtrudeerde pijpplano een snelle afkoeling via een koelapparaat, waarbij doorgaans gebruik wordt gemaakt van waterkoeling op kamertemperatuur. De koeltemperatuur wordt geregeld tussen 15°C en 22°C. Tegelijkertijd moet de afstand tussen de maathuls en de matrijs binnen 15 tot 35 millimeter worden gehouden om de stabiliteit van de vorm en afmetingen van de pijpplano tijdens het koelproces te garanderen. Tenslotte op de vereiste afmetingen gesneden.
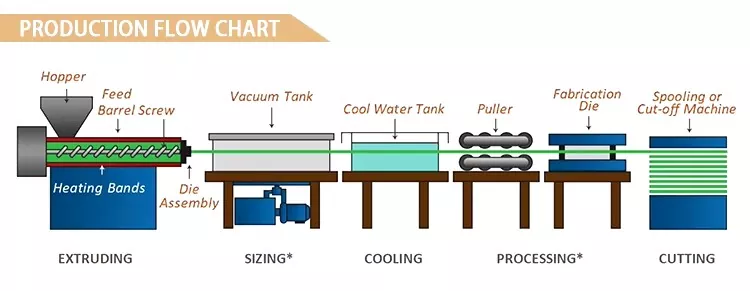
Hierboven wordt het volledige productieproces voor ABS-kernbuizen geschetst, van de nauwgezette voorbereiding van de grondstoffen tot het afkoelen en vormgeven. Elke stap wordt strikt gecontroleerd om ervoor te zorgen dat Hongkai Plastics premiumproducten levert met uitzonderlijke kwaliteit en stabiele prestaties. Mocht u inkoopbehoeften hebben voor ABS-kernbuizen, of meer willen weten over productdetails of specificaties willen aanpassen, neem dan gerust contact met mij op. Ik bied u graag professionele service en gedetailleerde antwoorden.



Hottags: 4-inch 9 mm dikke ABS-wikkelbuis voor film
Gerelateerde categorie
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.
gerelateerde producten






